

Почему моя дорогая фреза не работает в дрели?
Ещё раз про скорость резания.
Даже самый дорогой, качественный, суперсовременный и брендовый абразив НЕ работает, если скорость ниже или выше требуемой.
Для каждого абразивного инструмента, будь то отрезной диск, КЛТ, нетканый круг, круг на липучке, полировальник или фреза, существует своя оптимальная скорость резания. При несоблюдении этого параметра даже на 10% возможно падение эффективности работы абразивного инструмента на 30%! При серьезном несоблюдении скорости резания возможны перегрев, ссыпания, сколы и даже разрыв инструмента.
Скорость резания – это линейная скорость относительного движения между инструментом и рабочей поверхностью в направлении резания. Скорость резания является одним из основных параметров технологического процесса резания металла, обозначается метрами в минуту (м/мин) или в секунду (м/с). Очень часто скорость резания абразивного инструмента выражается через скорость вращения (об./мин.).
На нашем сайте есть таблица расчёта скоростей круга с основными диаметрами и скоростями.
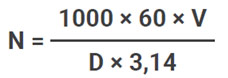
Для того, чтобы самостоятельно рассчитать скорость работы привода, исходя из диаметра инструмента и рекомендуемой скорости работы, предлагаем воспользоваться формулой:
где N — угловая скорость (об./мин), V — линейная скорость (м/с), D — диаметр окружности (мм).
Пример: на зачистном круге диаметром 125мм указана рекомендованная скорость резания – 80 м/с.
Считаем: N = (1000*60*80) / (125*3,14) = 12 229,3 об./мин.
Кроме того, при шлифовании одним и тем же абразивным инструментом разных материалов оптимальная скорость резания также будет различаться!
Например, при работе одной и той же шлифовальной лентой на гриндере рекомендуемая скорость резания для углеродистой стали – 30 м/с, для дерева – 15 м/с, для титана – 8 м/с.
Производительность шлифленты на скорости 15 и 25 м/с (корунд р40)
При выборе ленточно-шлифовального станка часто делается выбор в пользу т.н. универсальных станков, у которых скорость резания шлифовальной ленты составляет 15 метров в секунду. Для металлообработки рекомендуемая скорость резания для грубых и средних зёрен составляет 25…30 м/с.
На видео показано, что производительность шлифленты из корунда р40 снижается почти в два раза. Обрабатываемая заготовка — прямоугольная труба 40х20х2,0 из углеродистой стали.
Примеры частых ошибок при выборе скорости резания.
Одни из самых главных «страдальцев» среди режущих инструментов – это твердосплавные концевые борфрезы (шарошки). Стандартный хвостовик фрезы 6мм так и просится в дрель – на этом многие и «погорают». А учитывая ощутимую стоимость качественных борфрез – могут и прогореть.
Скорость вращения даже высокоскоростной дрели – 3 500 — 4 000 об./мин. При этом для работы твердосплавной борфрезой диаметром 10мм по нержавейке рекомендуемая скорость составляет 25 000 об./мин., а если нужно поработать фрезой маленького диаметра, например 3мм, то придётся поискать привод со скоростью 80 000 об./мин.!
Представьте себе натренированного каратиста (чёрный пояс, 9 дан), который выходит на публику продемонстрировать своё умение пробивать насквозь стены и раскалывать кирпичи. Вот стопка кирпичей готова, мастер замахивается… и бьёт с обычной человеческой скоростью. Что произойдёт? Во-первых, кирпичи останутся целы, во-вторых, скорее всего наш медленный каратист получит множественные переломы, несмотря на всю свою подготовку и цвет пояса.

То же самое произойдёт с самой качественной борфрезой, если попытаться работать ей при помощи дрели или другого низкооборотистого привода. На низкой скорости режущие кромки фрезы не смогут срезать металл, они будут «вязнуть», застревать и скалываться. Результат – выброшенные деньги, невыполненная работа и разочарование в поставщике или торговой марке.
Доводочные круги из прессованного нетканого абразива диаметром 150мм можно использовать на специальном приводе с удлинённым редуктором «жираф», но чаще всего их ставят на УШМ. Несмотря на постоянные напоминания, что для этого вида абразивов подходит УШМ только с регулировкой оборотов, так как рекомендуемая скорость работы доводочным кругом составляет 3000 об./мин., время от времени мы слышим, что нектаные круги «горят». Конечно они горят, если ставить их на обычную «болгарку» со скоростью вращения шпинделя 11 000 об./мин.!
То же самое относится к торцевым полировальным кругам, которые набираются в полировальный вал на специальный шпиндель и устанавливаются на УШМ и к фетровым полировальным кругам для УШМ. Полирование осуществляется на низкой скорости – подходит только УШМ с регулировкой оборотов.
В использовании шлифовальных инструментов из нетканого абразива есть ещё один важный и неочевидный нюанс. Это относится к доводочным кругам из прессованного нетканого абразива и нетканым шлифовальным валикам. Дело в том, что в процессе работы изделия из нетканого абразива постепенно стачиваются, что является их огромным преимуществом – ведь абразив расположен не только на краю инструмента, а по всему объёму, а значит, абразивный инструмент из нетканого абразива будет эффективно работать, пока не сточится до конца. А нюанс состоит в том, что по мере стачивания инструмента – то есть, уменьшения его диаметра – для продолжения эффективной работы скорость шлифования необходимо постепенно увеличивать.
В линейках многих станочных марок есть гриндеры, которые позиционируются как универсальные – для обработки металла, дерева, пластика на всех операциях от грубой до тонкой шлифовки. При этом, если внимательно посмотреть технические характеристики, станет понятно, что обрабатывать на этом гриндере можно только дерево – скорость движения шлифовальной ленты на таких недорогих гриндерах составляет 10-15 м/с. Кроме слишком низкой для обработки металла скорости, такие станочки, как правило, оснащаются недостаточно мощными двигателями, которые «не потянут» работу серьёзными шлифовальными лентами с керамикой и цирконием.
Примеры таких «универсальных» ленточно-шлифовальных станков: JET JDBS-5-M (скорость ленты 14 м/с), PROMA BPK-2100/230 25702156 (скорость ленты 19 м/с), ЗУБР ЗШС-330 (скорость ленты 13,5 м/с).
Если Вы планируете обрабатывать на гриндере металл и использовать в работе керамические и циркониевые ленты, настоятельно рекомендуем обратить особое внимание на мощность двигателя и скорость шлифовальной ленты при выборе станка.
А наши технологи подберут для Вас подходящий абразив и проконсультируют по скорости шлифования, чтобы инструмент работал максимально эффективно.
Автор: Валерия Румянцева
Мы надеемся, что изложенная в статье информация была Вам полезна, однако для точного подбора инструментов под Ваши задачи в зависимости от материалов и серийности изделий мы рекомендуем обратиться за консультацией к нашим технологам. При использовании материалов сайта ссылка на источник обязательна.
8 800 333-05-37 (бесплатный по России)
+7 812 448-61-36 (Санкт-Петербург)
WhatsApp, Telegram, Viber +7 999 0258672 /мы отвечаем только в рабочие часы/
ПН-ЧТ 8:30-17:00, ПТ 8:30-15:00