

Особенности обработки алюминия
Много десятилетий алюминий использовался в кораблестроении и в авиации, откуда он был постепенно вытеснен композитными материалами, но благодаря его прочности и устойчивости к коррозии он находит всё больше применений в других областях производства металлоизделий. В своё время в производстве металлических конструкций произвели революцию круглые и профилированные трубы из нержавеющей стали, теперь же им на смену приходит прокат из алюминиевых сплавов. Он такой же прочный, не ржавеет, имеет декоративный вид, но при этом значительно легче. В первую очередь алюминий сейчас используется как конструкционный материал, но также он распространён в производстве и ремонте трейлеров, лестниц, каркасов, лесов, ёмкостей, торгового оборудования, промышленного остекления. Примечательно, что Ford перешёл на алюминий для производства кузова одного из самых своих популярных (в США) пикапов – F150.

При всех своих преимуществах, алюминий также может принести много сложностей и разочарований – это один из самых сложных металлов для резки, зачистки и финишной обработки.
Дело в том, что алюминий проводит тепло в среднем в 6 раз быстрее стали, и при этом обладает низкой температурой плавления. Такие свойства приводят к частой деформации деталей и прожогам.
Что касается резания, шлифования и финишной обработки алюминия – жар и трение при этих процессах быстро плавят алюминий, вызывая его налипание на абразивный инструмент, и довольно быстро алюминий покрывает всю поверхность инструмента, закрывая режущие кромки абразивных зёрен и не давая работать. Это забивание и засаливание алюминием приводит к тому, что абразивный инструмент выходит из строя, полностью утрачивая свои режущие способности.
Ещё одна сложность состоит в том, что кусочки абразива могут также прилипать к раскалённой поверхности детали и загрязнять её, что может вызвать проблемы при дальнейшей сварке алюминиевых деталей – в сварочном шве может быть излишняя пористость и лакуны. Поэтому перед сваркой очень важно очистить поверхность алюминия от всех загрязнений, включая фрагменты абразива, грязь, краску, жир, смазочные вещества.
Финишную обработку алюминия выполнить также непросто, так как его поверхность легко повредить чрезмерно агрессивными методами шлифовки, которые подходят для обработки, например, стальных изделий.
Из-за этого некоторые шлифовальщики предпочитают выполнять финишную обработку алюминия вручную салфетками и рулонами из нетканого абразива или тонкой стальной шерстью. Это позволяет минимизировать риски повреждения поверхности, но конечно использовать круги из нетканого и прессованного нетканого абразива на ручном приводе гораздо эффективнее. Нетканые круги могут помочь с тонкой шлифовкой и декоративным финишем, убрать цвета побежалости. Также можно использовать специализированные металлические щётки для работ по алюминию, чтобы выполнить обработку без применения давления, которое могло бы повредить поверхность.
 При работе некоторыми видами абразивного инструмента алюминий даже может быть опасен. Например, при обработке алюминия на заточном круге («камне») расплавленный металл быстро покрывает поверхность круга; шлифовщик, чувствуя снижение работы круга, автоматически прижимает деталь сильнее, что приводит к дальнейшему повышению температуры и ещё большему засаливанию. При этом частички алюминия проникают в поры круга, и под воздействием растущей температуры продолжают расширяться, что может привести к сколам и даже разрыву абразивного инструмента. Если всё же есть необходимость обрабатывать алюминий на шлифовальном круге, мы рекомендуем брать специальные круги для «неметаллических сплавов», круги с зерном карбида кремния.
При работе некоторыми видами абразивного инструмента алюминий даже может быть опасен. Например, при обработке алюминия на заточном круге («камне») расплавленный металл быстро покрывает поверхность круга; шлифовщик, чувствуя снижение работы круга, автоматически прижимает деталь сильнее, что приводит к дальнейшему повышению температуры и ещё большему засаливанию. При этом частички алюминия проникают в поры круга, и под воздействием растущей температуры продолжают расширяться, что может привести к сколам и даже разрыву абразивного инструмента. Если всё же есть необходимость обрабатывать алюминий на шлифовальном круге, мы рекомендуем брать специальные круги для «неметаллических сплавов», круги с зерном карбида кремния.
 Стоит отметить, что «засаленный» алюминием шлифовальный круг можно привести в порядок правкой методом обкатывания. Для этого понадобится ручной инструмент «шарошка-звёздочка». Рабочая часть шарошки состоит из дисков и зубчатых звёздочек из износостойкого металла. При контакте с работающим шлифовальным кругом звёздочки начинают вращаться, скользя по поверхности круга. Абразивные зёрна будут постепенно выкрашиваться, осыпаясь вместе с остатками алюминия, и обнажая новую рабочую поверхность с острыми зёрнами.
Стоит отметить, что «засаленный» алюминием шлифовальный круг можно привести в порядок правкой методом обкатывания. Для этого понадобится ручной инструмент «шарошка-звёздочка». Рабочая часть шарошки состоит из дисков и зубчатых звёздочек из износостойкого металла. При контакте с работающим шлифовальным кругом звёздочки начинают вращаться, скользя по поверхности круга. Абразивные зёрна будут постепенно выкрашиваться, осыпаясь вместе с остатками алюминия, и обнажая новую рабочую поверхность с острыми зёрнами.
Для кругов, установленных на ручные шлифовальные машины, также возможна правка обкатыванием, в этом случае применяется стационарно закрепляемое правило с шарошками.
В связи с такими особенностями обработки алюминия большинство производителей абразивного инструмента стараются выпускать специальные продукты для работы по этому металлу. В продаже можно найти специализированные для работы с алюминием отрезные и зачистные круги, круги лепестковые торцевые по алюминию, фибровые круги для алюминия, шлифовальные круги на липучке для алюминия. Также предлагаются такие «революционные» решения, как зачистные круги на хлопковой основе и на резиновой основе.
В чём отличия специальных абразивов для работы по алюминию?
Если речь идёт об абразивных изделиях по алюминию, изготовленных на основе гибкого насыпного абразива, то производители выполняют дополнительную термическую обработку текстильной основы, добавляют в связку лубриканты для снижения температуры в зоне шлифовки, используют разреженную открытую насыпку и дополнительные стеаратовые покрытия. Такие покрытия не дают частичкам алюминия забивать пространство между абразивными зёрнами.
Стоит отметить, что КЛТ для работ по алюминию позволяет сократить количество операций, выполнив одновременно и зачистку и шлифовку поверхности, но при этом мастер должен быть более опытным, чтобы не повредить поверхность шлифовкой.
Если речь идёт о твердосплавных борфрезах по алюминию, они отличаются типом насечки. Если для работ по сталям и чугуну применяются фрезы с частой спиральной или мелкой крестообразной насечкой, то фрезы для алюминия имеют небольшое количество зубьев и большую глубину канавки. Такая геометрия предотвращает забивание инструмента, но при этом приводит и к уменьшению прочности фрезы. Так что фрезой для алюминия шлифовать другие металлы не рекомендуется.
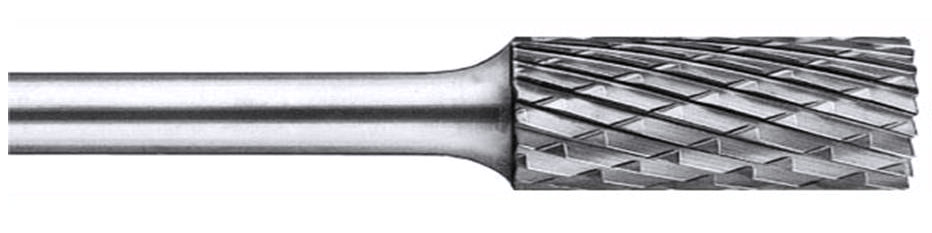
Борфреза с насечкой по стали

Борфреза с насечкой по алюминию
Также в последнее время для обработки сварного шва на алюминии с успехом применяется электрохимическая обработка.
Как правило, специализированные абразивные инструменты для алюминия стоят дороже обычных, и часто их приходится ждать под заказ.
Наиболее разумный и распространённый вариант, как ни странно это прозвучит – использовать самые дешёвые расходные материалы. Разумеется, это не относится к твердосплавным борфрезам, там насечка по алюминию действительно оправдана.
Что касается зачистных кругов, КЛТ, лент, кругов на липучке – имеет смысл брать самый простой оксид алюминия (электрокорунд), предназначенный для чермета или дерева. Такие абразивные материалы всегда и у всех есть в наличии. Да, они будут забиваться очень быстро, но при этом и стоить они будут очень дёшево. В этом случае основное неудобство – это частая смена инструмента. Что касается соотношения цены и качества, то специализированные абразивы конечно будут работать дольше, но не на столько, насколько дороже они обойдутся.
Итак, разумный выбор на наш взгляд – борфрезы специализированные, нетканый абразив, самые дешёвые абразивы на гибкой основе, и электрохимическая очистка.
Автор: Валерия Румянцева
Мы надеемся, что изложенная в статье информация была Вам полезна, однако для точного подбора инструментов под Ваши задачи в зависимости от материалов и серийности изделий мы рекомендуем обратиться за консультацией к нашим технологам. При использовании материалов сайта ссылка на источник обязательна.
8 800 333-05-37 (бесплатный по России)
+7 812 448-61-36 (Санкт-Петербург)
WhatsApp, Telegram, Viber +7 999 0258672 /мы отвечаем только в рабочие часы/
ПН-ЧТ 8:30-17:00, ПТ 8:30-15:00