Каменные боры (шлифовальные абразивные головки) cлужат для снятия обработки сталей, чугунов, усилений сварных швов. Шлифовальные головки имеют различную форму и зернистость, благодаря чему широко применяются при шлифовании штампов и пресс-форм, а также для обработки трудно доступных мест.
Максимальная скорость резания для шлифголовок составляет 45 м/с – выше, чем для твердосплавных борфрез, но ниже, чем для шлифовальных (обдирочных) кругов, поскольку в отличие от последних головки не имеют армирования и обладают меньшей абразивностью. В качестве приводов используются различные прямые и угловые пневматические машины с цанговым зажимом, электрические машины USC 25-R и USG 33-R, а также машины с гибким валом – особенно популярен Ротосет.
Описание применения, преимущества:
Основное применение шлифовальных головок – слесарная обработка всех типов металлов и пластика. Большое количество параметров позволяет подобрать шлифовальные головки, специализированные под самые разные виды обработки.
Мы изготавливаем на заказ любые типы шлифовальных головок на керамической связке. Для подбора необходимых параметров шлифовальных головок воспользуйтесь информацией ниже либо обратитесь к нашим технологам.
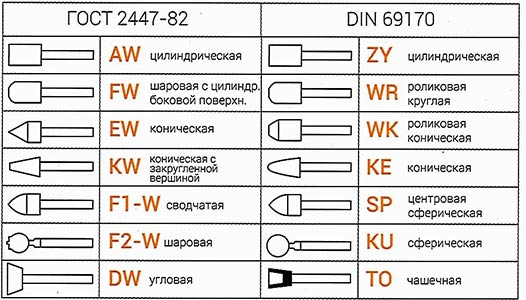
Типы форм и обозначения шлифовальных головок:
Размер
Обозначается в следующем порядке: диаметр рабочей части х длина рабочей части – диаметр оправки, в мм. Оправки (державки) изготавливаются Ø3мм или Ø6мм из конструкционной углеродистой стали.
Зерно
Основные виды абразивных зёрен, используемые в изготовлении шлифовальных головок:
Градация зерна
При выборе зернистости для шлифовальных головок учитывается диаметр и форма головки. Чем меньше диаметр шлифовальной головки, тем меньше должно быть зерно абразива. В шлифовальных головках используются зёрна Р24 – Р180.
При размещении заказа необходимо указать «грубое шлифование» или «тонкое шлифование».
Рекомендуемые нами зернистости:
Твёрдость
Твёрдость абразивного инструмента характеризует способность связки инструмента удерживать абразивные зёрна. Чем твёрже круг, тем выше сила связки.
Изготавливаются степени твёрдости: весьма мягкая (ВМ), мягкая (М), среднемягкая (СМ), средняя (С), среднетвёрдая (СТ), твёрдая (Т).
Связка
Мы выпускаем шлифовальные головки на керамических связках с обозначением V
Рабочая (окружная) скорость V
Определяется числом оборотов n (об./мин.) приводного устройства и диаметром D (мм) шлифовальной головки: V = π D n / 60000, м/с
Чем больше величина окружной скорости, тем более мягкой степени твёрдости должен быть инструмент. Для обработки твёрдых материалов применяются низкие рабочие скорости.
При отсутствии соответствующего приводного устройства и невозможности обеспечить требуемую окружную скорость необходимо использовать шлифовальные головки более твёрдой степени.
Безопасность эксплуатации.
Независимо от всей длины оправки цанга машины должна захватывать минимум 10 мм длины хвостовика.
Использование средств индивидуальной защиты обязательно.
На заказ можно изготовить шлифовальные головки (каменные шлифовальные боры) из смеси абразивных материалов по выбору потребителя.
Оправки для шлифовальных головок могут изготавливаться из конструкционных сталей, быстрорежущих закалённых сталей и твёрдых сплавов.